山东专业曳引链生产厂家
发布时间:2023-08-16 00:29:12
山东专业曳引链生产厂家
输送带的跑偏及其处理 输送网带运行时输送带跑偏是常见的故障之一。跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。 安装过程中,头尾滚筒、中间托辊之间尽量在同一中心线上,并且相互平行,以确保输送带不偏或少偏。另外,带子接头要正确,两侧周长应相同。 在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:检查托辊横向中心线与网带纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。 检查物料在输送带上的位置。 物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置。
山东专业曳引链生产厂家
为什么斗式提升机速度越快回流越多?我们都知道,斗式提升机是用于各类物料输送的一大利器。在关于斗式提升机的名词中,产量是操作者们十分关注的,而提升斗式提升机的产量是与机器的带速有很大的关系,了解两者的关系,对斗式提升机产量的提升自然有很大的帮助作用。单位时间内经过喂料区域的畚斗数量与畚斗带成正比。因此,斗式提升机的产量通常随带速增加而增加,但畚斗带速过高,装满系数反而会快速下降,使斗式提升机产量下降。 这是因为带速过高时,畚斗穿越喂料区域的时间较短,即畚斗舀取或充料时间显着变短,进入畚斗的物料远未装满时,畚斗就已穿过喂料区域完成了装料,使畚斗装满系数下降很快。 当带速很高时,告诉运动的畚斗几乎形成了一个面,使物料几乎不能进入畚斗,其装满系数接近零,因此提升带的速度慢时,畚斗内的物料装满系数大。
山东专业曳引链生产厂家
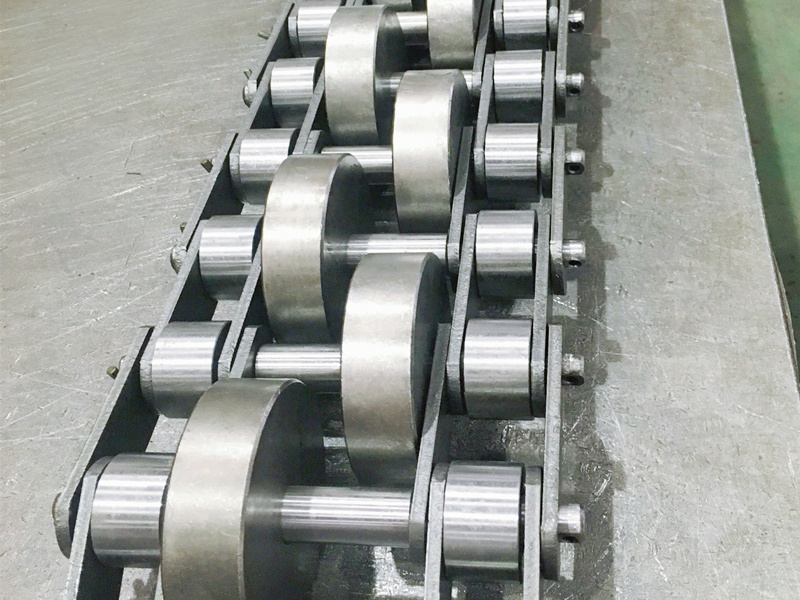
起重链条作为起重机必不可少的、重要取物装置,可以根据起重物的提升高度不同可以调节链条的长度,对提高起重机的作业效率扩大起重机的作业范围起着重要作用 。1. 起重链条的松紧度应适宜,太紧增加功率消耗,轴承易磨损;太松链条易跳动和脱链。链条的松紧程度为:从链条的中部提起或压下,两链轮中心距的约为2%-3%。2. 新的起重链条过长或经使用后伸长,难以调整,可看情况拆去链节,但必须为偶数。链节应从链条背面穿过,锁片插在外面,锁紧片的开口应朝转动的相反方向。 3. 旧的起重链条上不能与部分新链条混合使用,否则容易在传动中产生冲击,拉断链条。 4. 起重链条在工作中要记得及时加注润滑油。而润滑油则必须进入滚子和内套的配合间隙,以便改善工作条件,以减少磨损。

山东专业曳引链生产厂家
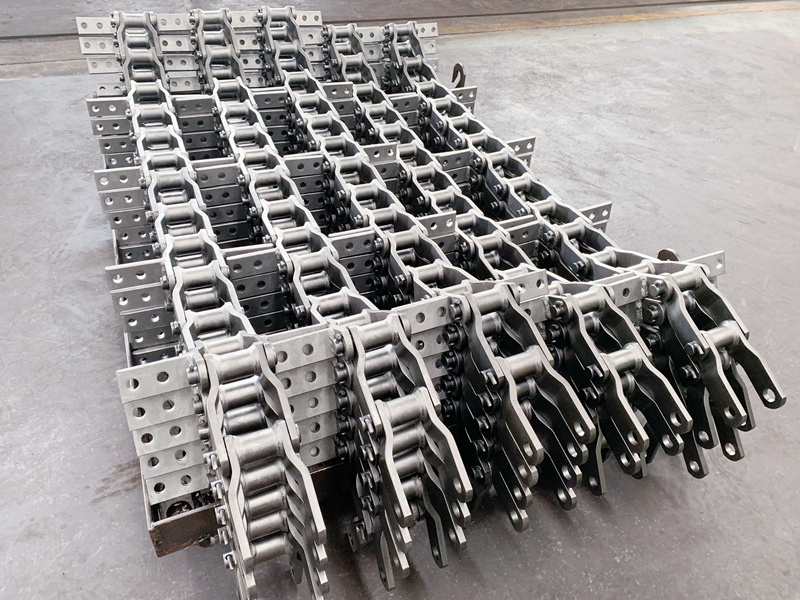
链板生产线是在链板式输送机的两边传动链条间添加平板式预制构件,以做到运输形状不规律的物件。在传动链条上改装专用型焊接夹具。并依据工业自动化规定可作为装配流水线。链板生产线一般用在偏重物件的运输和装配线工作当场,由钢架结构滑轨、弯板链及专用型滚针链等构成。整线的运输速率可调式,广泛运用于食品类、香烟、饮品、家用电器等制造行业,而且能够选择不同的宽度、不同形状的链板来满足平面运输、升降、平面转弯、下降等要求。

山东专业曳引链生产厂家
输送网带可作为运输机械已广泛应用于煤炭、粮食、面粉加工厂等行业。既可运送散装物料,又可运送袋装物料。用户在安装及使用此类设备时,对常出现一些故障原因不太清楚,处理方法不多。本文分析说明了此类设备常见故障的原因及处理方法。输送带的打滑及解决办法 输送带在运行中,打滑的原因是多方面的,常见的原因及解决办法有:初张力太小。输送带离开滚筒处的张力不够造成输送带打滑。这种情况一般发生在启动时,解决的办法是调整拉紧装置,加大初张力。 传动滚筒与输送带之间的摩擦力不够造成打滑。其不要原因多半是输送带上有水或环境潮湿。解决办法是在滚筒上加些松香末。但要注意不要用手投加,而应用鼓风设备吹入,以免发生人身事故。尾部滚筒轴承损坏不转或上下托辊轴承损坏不转的太多。造成损坏的原因是机尾浮沉太多,没有及时检修和更换已经损坏或转动不灵活的部件,使阻力增大造成打滑。启动速度太快也能形成打滑。此时可慢速启动。如使用鼠笼电机,可点动两次后再启动,也能有效克服打滑现象。输送带的负荷过大,超过电机能力也会打滑。此时打滑有利的一面是对电机起到了保护作用。否则时间长了电机将被烧毁。但对于运行来说则是打滑事故。 克服输送带打滑现象,首先要找到打滑原因,方可采取有效解决措施。