湖南进口弯板链条定制
发布时间:2023-10-15 00:28:49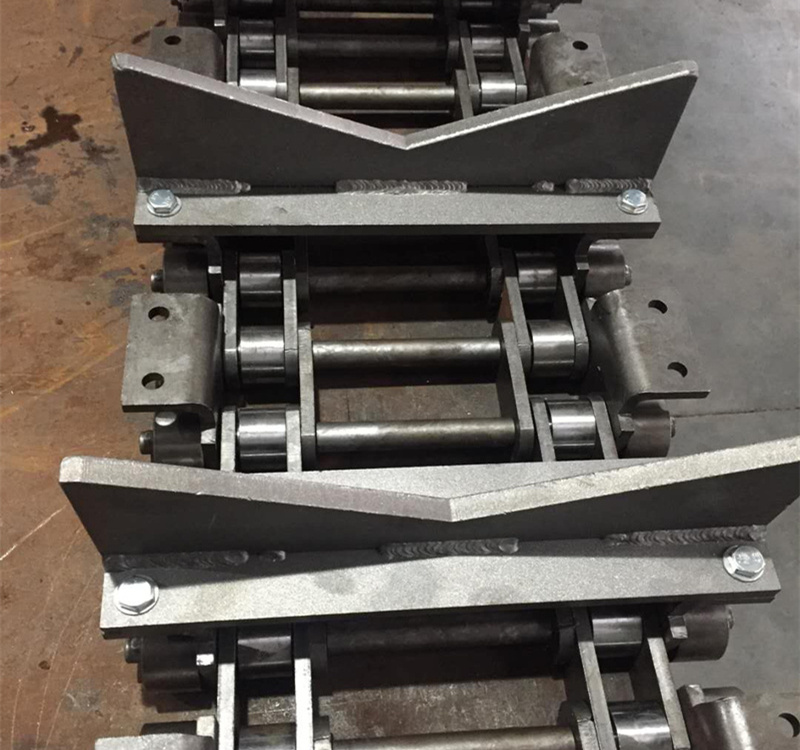
湖南进口弯板链条定制
国外链条制造所用的钢材是有钢材生产厂按要求匹配的,其成分、表面质量与几,何精度都能达到使用要求,为链条产品加工自动化提供了有效保证。而我国链条行业的供钢条件则较差,基本上还属于卖方市场。虽然链条企业采用多元化的选择方式,但海局限在价格、牌号和规格方面,而钢材内在品质难以保证。由此可见,我国链条市场还有很大的改进空间。山东先进矿山设备有限公司,生产专业链条,不断引进先进生产技术和设备,不断完善自己的产品,希望在未来发展道路上走的更稳。

湖南进口弯板链条定制
弯板一般称为配件片,弯板上一般均有一个孔 两个孔,甚至一些特殊的计,主要功能用来固定一些其他的附件,例如网带或者其他零件.弯板的水平线与恐为如果不够精准,将使附件的安装带来困难。单边弯板称为A型 A1 则为单边单孔,A2则为单边双孔,如果两边都有则为K型 K1 K2 同上希望能对你有用。

湖南进口弯板链条定制
输送带是输送系统的关键设备,它的安全稳定运行直接影响到生产作业。输送带的跑偏是带式输送机的常见故障,对其及时准确的处理是其安全稳定运行的保障。跑偏的现象和原因很多,要根据不同的跑偏现象和原因采取不同的调整方法,才能有效地解决问题。本文是根据多年现场实践,从使用者角度出发,利用力学原理分析与说明此类故障的原因及处理方法。一、承载托辊组安装位置与输送机中心线的垂直度误差较大,导致输送带在承载段向一则跑偏。如图一所示,输送带向前运行时给托辊一个向前的牵引力Fq,这个牵引力分解为使托辊转动的分力Fz和一个横向分力Fc,这个横向分力使托辊轴向窜动,由于托辊支架的固定托辊是无法轴向窜动的,它必然就会对输送带产生一个反作用力Fy,它使输送带向另一侧移动,从而导致了跑偏。
湖南进口弯板链条定制
链条常用热处理方法∶ 退火,正火,淬火,回火,渗碳,渗氮,碳氮共渗,渗硼。时效处理有人工时效处理,自然时效处理。退火,将工件加热至Ac3以上30—50度,保温一定时间后,随炉缓慢冷却至500度一下在空间中冷却。正火,将钢件加热至Ac3或Acm以上,保温后从炉中取出在空气中冷却的一种操作。淬火,将钢件加热至ACc3或Ac1以上,保温后在水或油等冷却液中快速冷却,已获得不稳 定的组织。回火,将淬火后的钢重新加热到Ac1以下的温度,保温后冷却至室温的热处理工艺。自然时效处理,将工件放置在室温或自然条件下长时间存放而发生的时效现象,称为自然时效处理。人工时效处理,采用将工件加热到较高温度,并较短时间进行时效处理的时效处理工艺,叫人工时效处理。
湖南进口弯板链条定制
当工作条件要求采用齿数很少的链轮时,则可设计具有小作用角的非标准齿形链轮;当工作条件要求采用齿数很大的链轮时,则也可设计具有较高齿高的非标准齿形链轮,以保持有较大的节距许用磨损伸长率。从啮合和受力情况来考虑,滚子链传动的少齿数为9,但在具体选定时,还应注意下列各点:(1)考虑节距大小的影响如果大节距又碰上小齿数,那将使链条受到较大的附加载荷,因此荐用小齿数为式节距。(2)考虑转速高低的影响原则上转速较高时,应选用较大的以使传动平稳(3)当传动空间尺寸许可时,考虑使传动有较长的使用寿命,推荐小链轮的齿数为,小链轮齿数推荐选用奇数齿,它们和偶数的链节相啮合可使磨损比较均匀。根据整体布局空间和中心距的大小,选定主动链轮齿数。考虑具体工作情况要求,取传动比。则从动链轮齿数。