吉林专业曳引链定制
发布时间:2024-03-22 00:27:29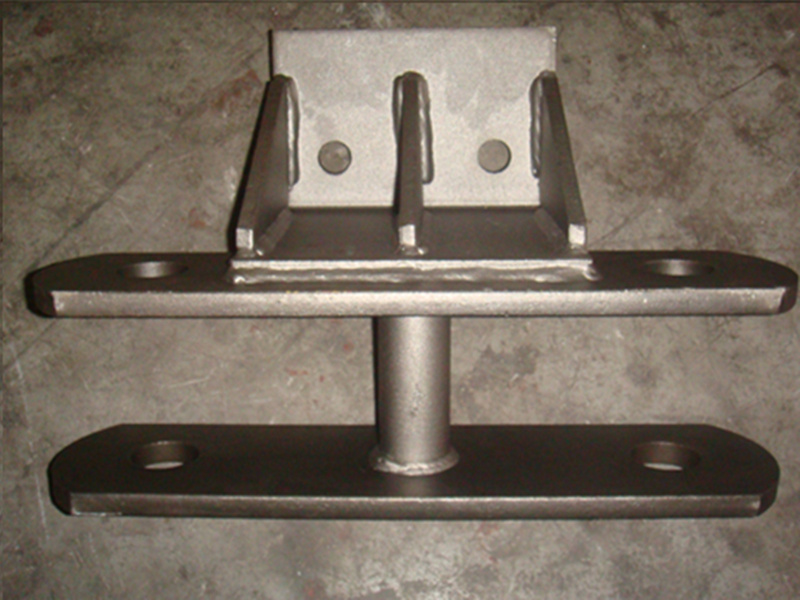
吉林专业曳引链定制
恒传链条专业生产链条、索具等产品,下面简单介绍高强度圆环链条制作流程要点∶ 在加工工艺方面∶主动测厚的资料连轧工艺、喷丸、挤孔、滚子冷挤压成形、链板高速屡次光亮冲裁、四点铆头,双面打印等新工艺。内行业界开端选用,这在必走程度上提高了链条产物的质量。 在链条制作专用设备方面∶我国已相继自行开发成功具有中国特色的高速主动链片冲裁机、高速销轴机、高速卷管机、滚子五工位冷挤压机、链条安装主动线、高速链条安装机、多工位平顶链主动成型安装线等一系列较、有用的制链专用设备,替代了有些传统的链条制作设备,缩小了我国链条专机与国外制链设备之间的距离。 在热救置方面;近几年来,我国链条产物的热收处置工艺及设备前进较大,有的公司原资料选用氮气(或氮氢混合气)维护的置式炉退火;链条零件通常都选用热处置网带炉进行淬火和回火,质量较安稳,离散度可控制在3- 4度;链条零件的强韧化处置、渗铬、渗硼、等温淬火以及淬火介质的"以水代油"等新工艺,也相继使用。

吉林专业曳引链定制
气温与冻结,在冬季昼夜间存在气温差异的情况下,可能造成输送装置发生)东结,在添加润滑油、进行检修的同时,对于含有水分的输送物,请注意气温的变化,进行输送装置的运行。备用链条的保管为了防备发生故障,建议准备备用链条。在临时保管备用链条时,请堆放在湿度低的房间内。此外,在长期进行保管时,情涂上防锈油,请在链条上安装填写品名、图号、采购日期、使用设备名称等内容的标签,以方便保管。停止运行时,须在空载状态下,让输送装置停止运行。这是因为在启动时,可能造成超载,此外,如果长期停止运行,则在启动输送装置前,务必对键条进行检修。零部件的固定,箱、斗、板条等利用螺栓固定在链条上的输送装置,由于运行过程中产生震动,可能造成螺母松动脱落,所以,请装上缓冲片。
吉林专业曳引链定制
链条的型号,与机油一样,链条之间也有着属于自己的型号,根据车辆需求的不同,所使用的也应该是与其对应的链条型号。链条的作用,是连接变速箱链轮(齿盘、牙盘)与后轮牙盘,实现动力的传输与转换,从而达到驱动车辆前进的作用。如果说发动机是车辆的心脏,轮胎是车辆的双脚,那么链条就是桥接在中间的肌肉和韧带。链条的类型,普通摩友常用的链条基本上有油封链和非油封链两种,而区别它们两个要看滚子与销中间、内链片与外链片之间是否封存着专用润滑油。链条的结构,目前市面上针对摩托车所销售的链条主要为精密滚子链条,而一般的滚子链条通常由内/外链片、链接销、滚子组成,油封链则还有一个油封装在两个链片中间。

吉林专业曳引链定制
为什么斗式提升机速度越快回流越多?我们都知道,斗式提升机是用于各类物料输送的一大利器。在关于斗式提升机的名词中,产量是操作者们十分关注的,而提升斗式提升机的产量是与机器的带速有很大的关系,了解两者的关系,对斗式提升机产量的提升自然有很大的帮助作用。单位时间内经过喂料区域的畚斗数量与畚斗带成正比。因此,斗式提升机的产量通常随带速增加而增加,但畚斗带速过高,装满系数反而会快速下降,使斗式提升机产量下降。 这是因为带速过高时,畚斗穿越喂料区域的时间较短,即畚斗舀取或充料时间显着变短,进入畚斗的物料远未装满时,畚斗就已穿过喂料区域完成了装料,使畚斗装满系数下降很快。 当带速很高时,告诉运动的畚斗几乎形成了一个面,使物料几乎不能进入畚斗,其装满系数接近零,因此提升带的速度慢时,畚斗内的物料装满系数大。

吉林专业曳引链定制
(1)链轮分度圆——链轮上能被链条基本节距等分的圆,其直径。分度圆是进行各项理论计算用的基本圆。(2)链轮分度圆节距——在链轮分度圆上,对应中心角为的弦长,简称链轮节距。链轮分度圆节距的大小,同链轮基本节距相等。(3)链轮齿顶圆——链轮上能直接测量到的大圆,其直径为。(4)链轮齿根圆——链轮齿槽底部所在的圆,其直径为。(5)链轮齿廓线(即链轮齿形——齿廓面同端面的交线)。(6)链轮作用角——链条同链轮齿廓线接触点处的法线与链节中心线间的夹角,称为链轮作用角。它的大小决定了轮齿传递有效工作拉力的能力。(7)链轮齿形角——链轮齿廓线的切线之间的夹角称为齿形角。对直边齿形链轮来说,当齿沟中心不分离时,链轮作用角与链轮齿形半角数值相同。(8)链轮齿廓工作段——在正常工作过程中,链条与轮齿实现接触的一段链轮齿廓线。(9)齿沟圆弧中心角——当齿廓齿沟段为圆弧时,其所对的中心角为齿沟圆弧中心角,简称齿沟角,它的一半称齿沟半角。

吉林专业曳引链定制
锯床齿轮厂家来大家说一说有关于带锯床在使用中经常会接触到的一些故障问题,如果你们想要了解的话也可以在这篇文章中看看。这里有三个常见的故障问题,给您做了一些相关的整理,感兴趣的可以看看。.带闷车打滑或中断切削:原因是进给量太大;过载保护过载量小;锯带张紧力不够等。处理方法:将进给量降低;增大过载量;提高张紧力。.据切时产生刺耳的声音:原因是带锯速度过快或进给量偏大;冷却液选择不当或配比不合适;导向块过紧等。处理方法:降低速度或进给量;更换冷却液;调整导向块间隙。