广东专业堆取料机链生产厂家
发布时间:2024-07-11 00:26:35
广东专业堆取料机链生产厂家
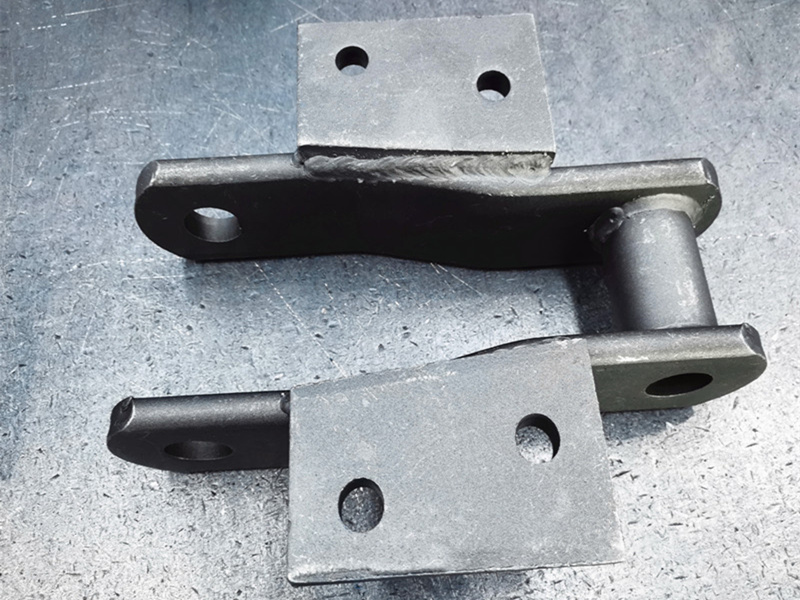
焊接弯板链链条每节有两个链板,两个销轴,两个套筒(焊接到链板上)及4个卡环组成。一系列的弯板链节用销轴连接组成,板孔与销轴的连接可以采用过盈配合或采用机械止锁方式,其销轴、链扳均经过特殊热处理可进行全面硬化和部分硬化,提供了大耐碰撞性和佳的抗磨寿命,链条两翼与耐磨刮板通过螺栓连接。链条在与头轮轮齿啮合和在导轨上运行时是滑动摩擦。焊接弯板链的特点是针对强烈冲击性、磨损性物料的输送。能够经受持久磨损,高强度冲击。存在的问题:对于生产厂家制造要求高。如果表面处理处理不到位,热处理工艺不够,焊接后不进行回火去应力,焊丝选型不对等,均易造成焊缝、链板及销轴断裂等情况。
广东专业堆取料机链生产厂家
输送带的跑偏及其处理 输送网带运行时输送带跑偏是常见的故障之一。跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。 安装过程中,头尾滚筒、中间托辊之间尽量在同一中心线上,并且相互平行,以确保输送带不偏或少偏。另外,带子接头要正确,两侧周长应相同。 在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:检查托辊横向中心线与网带纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。 检查物料在输送带上的位置。 物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置。

广东专业堆取料机链生产厂家
(1)链轮分度圆——链轮上能被链条基本节距等分的圆,其直径。分度圆是进行各项理论计算用的基本圆。(2)链轮分度圆节距——在链轮分度圆上,对应中心角为的弦长,简称链轮节距。链轮分度圆节距的大小,同链轮基本节距相等。(3)链轮齿顶圆——链轮上能直接测量到的大圆,其直径为。(4)链轮齿根圆——链轮齿槽底部所在的圆,其直径为。(5)链轮齿廓线(即链轮齿形——齿廓面同端面的交线)。(6)链轮作用角——链条同链轮齿廓线接触点处的法线与链节中心线间的夹角,称为链轮作用角。它的大小决定了轮齿传递有效工作拉力的能力。(7)链轮齿形角——链轮齿廓线的切线之间的夹角称为齿形角。对直边齿形链轮来说,当齿沟中心不分离时,链轮作用角与链轮齿形半角数值相同。(8)链轮齿廓工作段——在正常工作过程中,链条与轮齿实现接触的一段链轮齿廓线。(9)齿沟圆弧中心角——当齿廓齿沟段为圆弧时,其所对的中心角为齿沟圆弧中心角,简称齿沟角,它的一半称齿沟半角。
广东专业堆取料机链生产厂家
每次使用后要清洁您的高强度链条,特别是在雨天及潮湿环境中。注意要使用干布来擦拭高强度链条及其配件。若有必要,可使用旧牙刷清洁链片之间的缝隙。同时也别忘了清洁前变速器及后变速导轮。用刷子清掉堆积在高强度链条间的泥沙污垢,必要的话,用温肥皂水辅助。请勿使用强酸或强碱性的清洁剂(如铁锈去除剂),因这些化学药剂会导致高强度链条受损甚至断裂。切勿使用有添加溶剂的洗链机清洗高强度链条,这种清洗方式会使高强度链条受损。避免使用去渍油等溶剂,这不仅会破坏环境也会洗掉轴承部位的润滑油。每次骑乘后要清洁您的高强度链条,特别是在雨天及潮湿环境中。注意要使用干布来擦拭高强度链条及其配件。若有必要,可使用旧牙刷清洁链片之间的缝隙。同时也别忘了清洁前变速器及后变速导轮。用刷子清掉堆积在高强度链条间的泥沙污垢,必要的话,用温肥皂水辅助。请勿使用强酸或强碱性的清洁剂(如铁锈去除剂),因这些化学药剂会导致高强度链条受损甚至断裂。切勿使用有添加溶剂的洗链机清洗高强度链条,这种清洗方式会使高强度链条受损。避免使用去渍油等溶剂,这不仅会破坏环境也会洗掉轴承部位的润滑油。