吉林专业焊接链定制
发布时间:2024-12-27 00:21:07
吉林专业焊接链定制
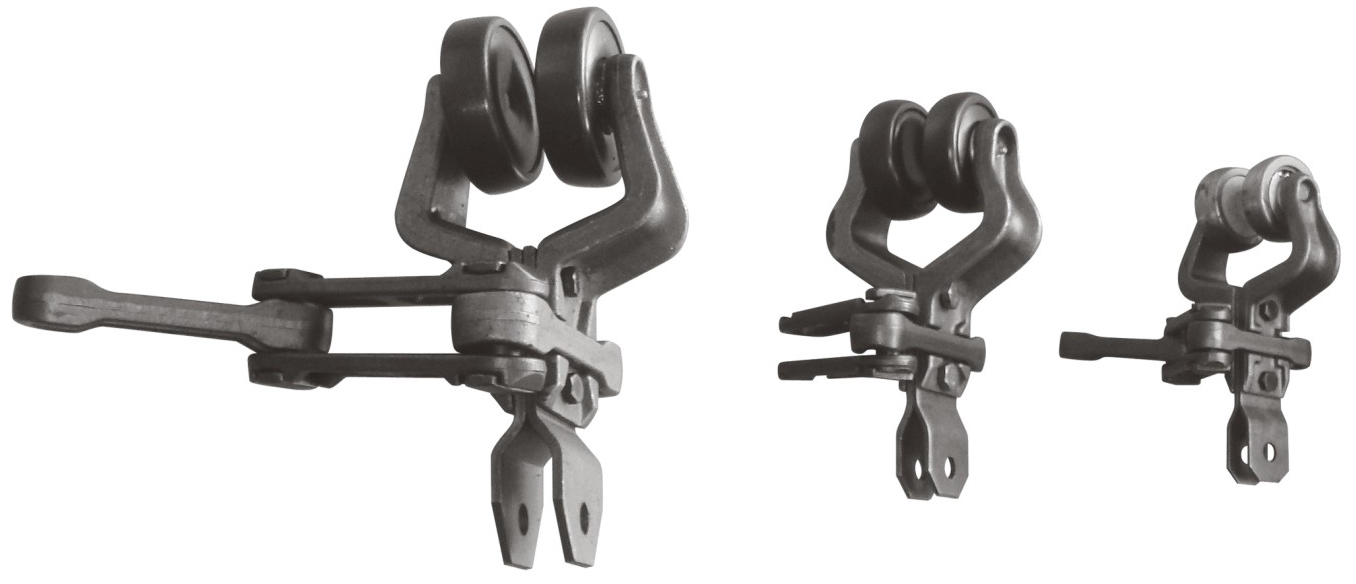
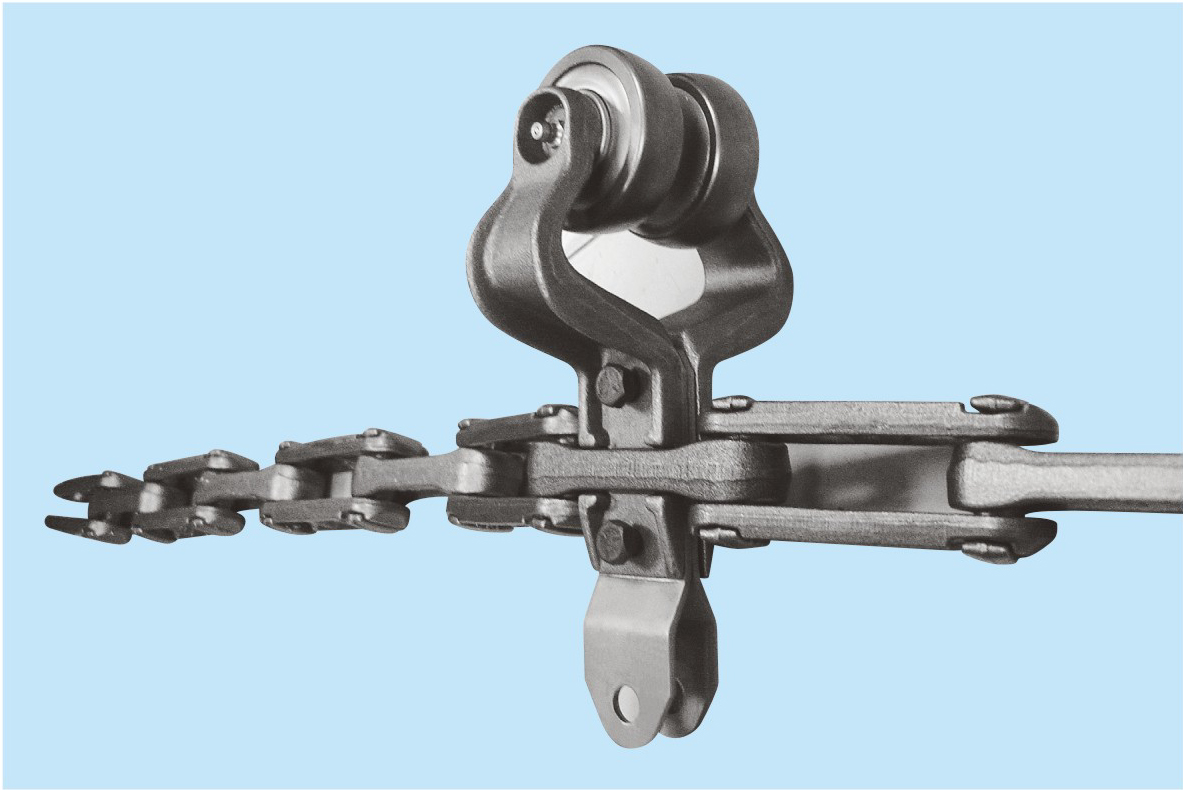
尺寸比例等方面划分所属链条产品系列。链条的种类很多,但它们的基本结构只有以下几种,其它都是这几种的变形。我们可以从以上几种的链条结构看出,大部分链条都是由链板、链销、轴套等部件组成。其它类型的链条只是将链板根据不同的需求做了不同的改动,有的在链板上装上刮板,有的在链板上装上导向轴承,还有的在链板上装了滚轮等等,这些都是为了应用在不同的应用场合进行的改装。链轮装在轴上应没有摆动和歪斜。在同一传动组件中两个链轮的端面应位于同一平面内,链轮中心距在0.5米以下时,可以偏差1毫米;链轮中心距在0.5米以上的时候,可以偏差2毫米。

吉林专业焊接链定制
起重链条作为起重机必不可少的、重要取物装置,可以根据起重物的提升高度不同可以调节链条的长度,对提高起重机的作业效率扩大起重机的作业范围起着重要作用 。1. 起重链条的松紧度应适宜,太紧增加功率消耗,轴承易磨损;太松链条易跳动和脱链。链条的松紧程度为:从链条的中部提起或压下,两链轮中心距的约为2%-3%。2. 新的起重链条过长或经使用后伸长,难以调整,可看情况拆去链节,但必须为偶数。链节应从链条背面穿过,锁片插在外面,锁紧片的开口应朝转动的相反方向。 3. 旧的起重链条上不能与部分新链条混合使用,否则容易在传动中产生冲击,拉断链条。 4. 起重链条在工作中要记得及时加注润滑油。而润滑油则必须进入滚子和内套的配合间隙,以便改善工作条件,以减少磨损。
吉林专业焊接链定制
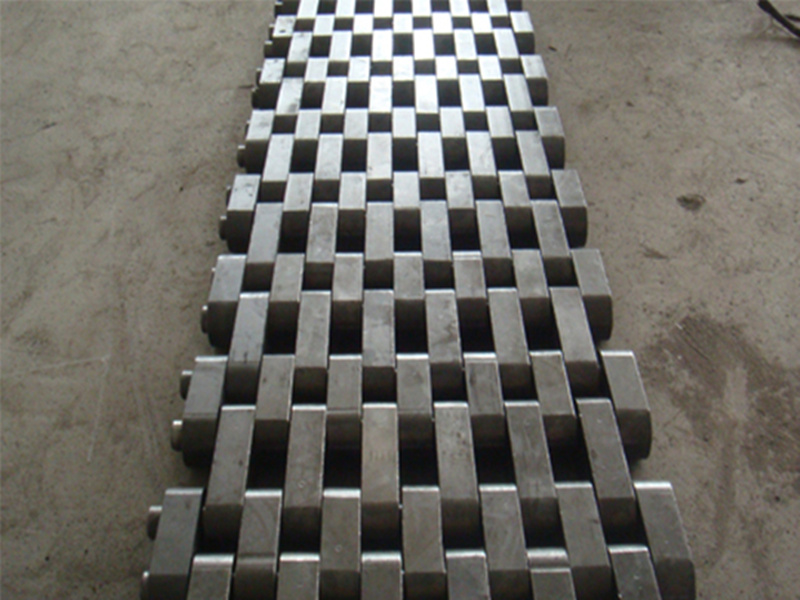
链板生产线是在链板式输送机的两边传动链条间添加平板式预制构件,以做到运输形状不规律的物件。在传动链条上改装专用型焊接夹具。并依据工业自动化规定可作为装配流水线。链板生产线一般用在偏重物件的运输和装配线工作当场,由钢架结构滑轨、弯板链及专用型滚针链等构成。整线的运输速率可调式,广泛运用于食品类、香烟、饮品、家用电器等制造行业,而且能够选择不同的宽度、不同形状的链板来满足平面运输、升降、平面转弯、下降等要求。
吉林专业焊接链定制
(1)链轮分度圆——链轮上能被链条基本节距等分的圆,其直径。分度圆是进行各项理论计算用的基本圆。(2)链轮分度圆节距——在链轮分度圆上,对应中心角为的弦长,简称链轮节距。链轮分度圆节距的大小,同链轮基本节距相等。(3)链轮齿顶圆——链轮上能直接测量到的大圆,其直径为。(4)链轮齿根圆——链轮齿槽底部所在的圆,其直径为。(5)链轮齿廓线(即链轮齿形——齿廓面同端面的交线)。(6)链轮作用角——链条同链轮齿廓线接触点处的法线与链节中心线间的夹角,称为链轮作用角。它的大小决定了轮齿传递有效工作拉力的能力。(7)链轮齿形角——链轮齿廓线的切线之间的夹角称为齿形角。对直边齿形链轮来说,当齿沟中心不分离时,链轮作用角与链轮齿形半角数值相同。(8)链轮齿廓工作段——在正常工作过程中,链条与轮齿实现接触的一段链轮齿廓线。(9)齿沟圆弧中心角——当齿廓齿沟段为圆弧时,其所对的中心角为齿沟圆弧中心角,简称齿沟角,它的一半称齿沟半角。
吉林专业焊接链定制
输送带的跑偏及其处理 输送网带运行时输送带跑偏是常见的故障之一。跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。 安装过程中,头尾滚筒、中间托辊之间尽量在同一中心线上,并且相互平行,以确保输送带不偏或少偏。另外,带子接头要正确,两侧周长应相同。 在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:检查托辊横向中心线与网带纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。 检查物料在输送带上的位置。 物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置。