河南进口弯板链条生产厂家
发布时间:2022-01-30 00:33:57
河南进口弯板链条生产厂家
起重链条作为起重机必不可少的、重要取物装置,可以根据起重物的提升高度不同可以调节链条的长度,对提高起重机的作业效率扩大起重机的作业范围起着重要作用 。1. 起重链条的松紧度应适宜,太紧增加功率消耗,轴承易磨损;太松链条易跳动和脱链。链条的松紧程度为:从链条的中部提起或压下,两链轮中心距的约为2%-3%。2. 新的起重链条过长或经使用后伸长,难以调整,可看情况拆去链节,但必须为偶数。链节应从链条背面穿过,锁片插在外面,锁紧片的开口应朝转动的相反方向。 3. 旧的起重链条上不能与部分新链条混合使用,否则容易在传动中产生冲击,拉断链条。 4. 起重链条在工作中要记得及时加注润滑油。而润滑油则必须进入滚子和内套的配合间隙,以便改善工作条件,以减少磨损。
河南进口弯板链条生产厂家
恒传链条专业生产销售各种链条,链条质量好,服务优,受到客户朋友的欢迎。下面讲—下输送机链条发生故障表现形式∶ 链条磨损失效导致输送机链条发生故障。磨损出现的失效是常见的也是很明显的—种表现形式。出现这—故障的原因有很多,主要的原因是销条材质较差和工人的操作不当。粒条整体容易出现磨损的部位是链轮和销轴。这两个部位出现磨损主要是由干局部润滑不足,因此为了避免这一现象发生,操作人品应注意经常检查润滑效果,及时添加润滑油,检查润滑油里是否有磨料或者改变润滑方式。链轮出现轻微磨损后,可以将链轮反装,让磨损较轻的一面朝向链条。除此之外,如果使用环境恶劣或者润滑密封不良,就会引起铰链磨损,一旦链条铰链发生磨损,链节变长,工作时容易引起跳齿或者脱链,降低链条使用寿命,加速链条失效。

河南进口弯板链条生产厂家
链传动是通过链条将具有特殊齿形的主动链轮的运动和动力传递到具有特殊齿形的从动链轮的一种传动方式。 链传动有许多优点,与带传动相比,无弹性滑动和打滑现象,平均传动比准确,工作可靠,效率高;传递功率大,过载能力强,相同工况下的传动尺寸小;所需张紧力小,作用于轴上的压力小;能在高温、潮湿、多尘、有污染等恶劣环境中工作。 链传动的缺点主要有:仅能用于两平行轴间的传动;成本高,易磨损,易伸长,传动平稳性差,运转时会产生附加动载荷、振动、冲击和噪声,不宜用在急速反向的传动中。链条长度以链节数来表示。链节数好取为偶数,以便链条联成环形时正好是外链板与内链板相接,接头处可用弹簧夹或开口销锁紧。若链节数为奇数时,则需采用过渡链节。在链条受拉时,过渡链节还要承受附加的弯曲载荷,通常应避免采用。
河南进口弯板链条生产厂家
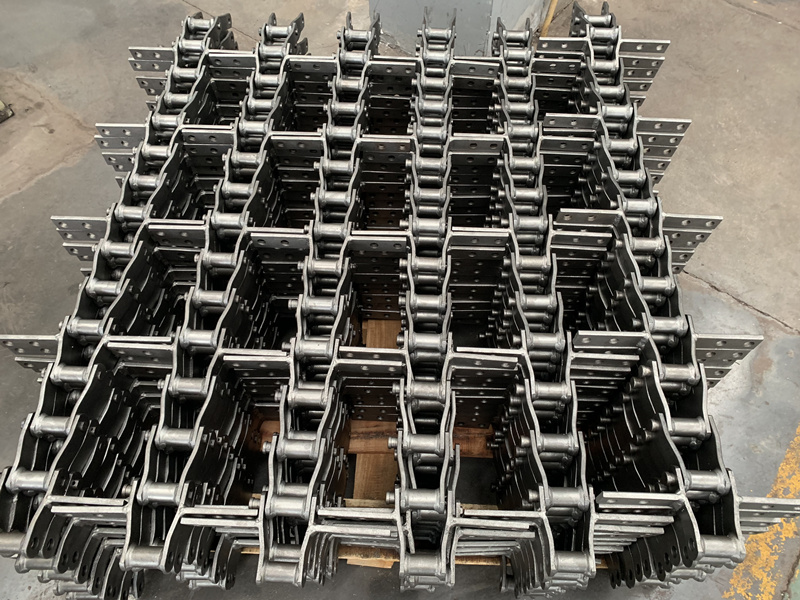
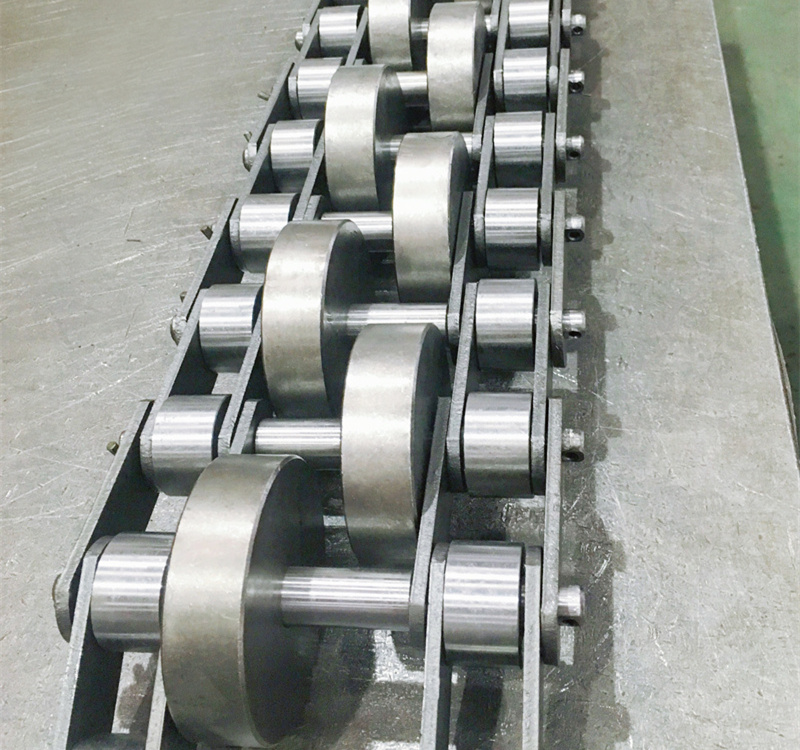
尺寸比例等方面划分所属链条产品系列。链条的种类很多,但它们的基本结构只有以下几种,其它都是这几种的变形。我们可以从以上几种的链条结构看出,大部分链条都是由链板、链销、轴套等部件组成。其它类型的链条只是将链板根据不同的需求做了不同的改动,有的在链板上装上刮板,有的在链板上装上导向轴承,还有的在链板上装了滚轮等等,这些都是为了应用在不同的应用场合进行的改装。链轮装在轴上应没有摆动和歪斜。在同一传动组件中两个链轮的端面应位于同一平面内,链轮中心距在0.5米以下时,可以偏差1毫米;链轮中心距在0.5米以上的时候,可以偏差2毫米。

河南进口弯板链条生产厂家
如果使用环境恶劣或者润滑密封不良,就会引起铰链磨损,一旦链条铰链发生磨损,链节变长,工作时容易引起跳齿或者脱链,降低链条使用寿命,加速链条失效。解决的办法自然是良好的使用环境,如果环境无法改变,那么可以通过保养来解决。工业输送链条磨损让链条失效,主要的原因是工业输送链条材质较差和工人的操作不当。链条整体容易出现磨损的部位是链轮和销轴。这两个部位出现磨损主要是由于局部润滑不足,因此为了避免这一现象发生,操作人员应注意经常检查润滑效果,及时添加润滑油,检查润滑油里是否有磨料或者改变润滑方式。链轮出现轻微磨损后,可以将链轮反装,让磨损较轻的一面朝向链条。
河南进口弯板链条生产厂家
输送带的跑偏及其处理 输送网带运行时输送带跑偏是常见的故障之一。跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。 安装过程中,头尾滚筒、中间托辊之间尽量在同一中心线上,并且相互平行,以确保输送带不偏或少偏。另外,带子接头要正确,两侧周长应相同。 在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:检查托辊横向中心线与网带纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。 检查物料在输送带上的位置。 物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置。